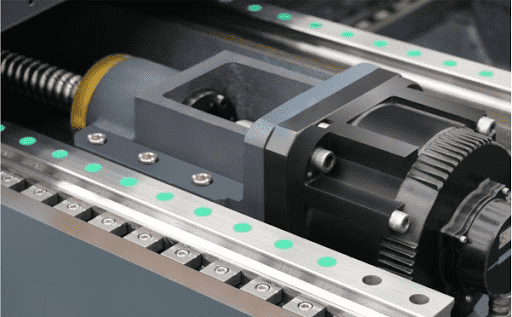
CNC tornu bertikaleko ekipamenduan,ErrodaduraMakina errendimendu orokorra islatzen duten oinarrizko osagaietako bat da eta piezaren mekanizazio zehaztasuna konturatzen da. Abiadura handian exekutatu behar dugu eta aldi berean lan astunak jasateko behar dugu, exekutatze zehatza eta anti-okertutamomentu gaitasunaeta eta Errodadura Laguntza taula osatzeko gakoa da. Instalazioa eta aurrez kargatzeko doikuntzarelatableelurerrodamenduZaila da ere, lerrokatzea zailagoa da, mahaiaren doitasun orokorra hobetzeko zaila da.
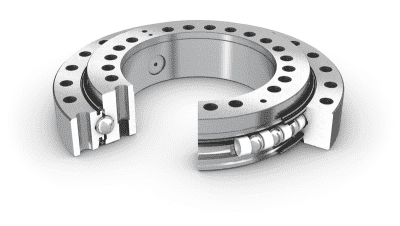
Ondorioz, trinkoagoaGurutzatu Rollerelurorientabideerabiltzen dira materialen aurrezki materialak, diseinu sinplifikatuak, abiadura handiagoak, abiadura handiagoa duten zehaztasuna eta egonkortasuna hobetzea, eta handiagoa dakarga eramateko gaitasunaeta zurruntasuna. Artikulu honek deskribatzen duaPaplikazioa-entzatelurerrodamenduCNC tornu bertikalean Ingeniaritza propietate ezin hobeak lortzeko.
1.Run-Out zehaztasuna
B Slewing BBelarritako korrika-kanpoagortze sinkroniko eta agortzen asinkronikoan banatu daiteke, eta bertan agortzen da agortzen den sinkronikoen eragina mahai gaineko gainazala ehotzean. Horregatik, orduan eta kontrol hobeaelurerrodamendu Korrika asinkronikoa-kanpo, orduan eta txikiagoa da azkenakorrika erradiala eta axiala-kanpolantokia eta gero eta handiagoa izango da exekutatzen. Aukeranelurerrodamendu Marka eta doitasun maila, gomendagarria da arreta ez ez egiteak elurErrodamendua Muntaia Korrika-kanpo, baina eragina izan dezakeen eragina sakondu beharko lukeelurerrodamenduAgur asinkronikoen doitasun estandarrak.
2.Shape eta kokapen tolerantzia
-A Errodaduraadar Gainazalak muntatzeaetaGear eruppotzaLaburtasuna, perpendikularitatea, biribiltasuna eta zilindrizitatea behar dirazehaztasunelurorientabide. Forma eta posizio tolerantzia horiek kontrolatzea ez da muntaia zehaztasun hobea eskaintzen, baizik eta gehiegizko eszentrikotasunak eragindako estres kontzentrazioak ekiditen ditu-aSlewing Ringbarruko eta kanpoko eraztunaeta luzapenakZerbitzuaren bizitzaelurerrodamendu. Prozesatzeko estandarren eta Slewing RingPosizio tolerantziak, Gomendagarria da zuzenean elkartzea elurZehaztutako zehaztasuna.

3. Aurretik kargatzeko axiala
CNC tornu bertikalen ebaketa-probak arreta handia ematen du piezaren amaierako aurpegiaren eta kanpoko zirkuluaren zimurtasunari, eta bere errendimendua zehazteko gakoetako bat sistemaren zurruntasuna da. Sistemaren zurruntasunak markoaren egituraren zurruntasuna biltzen du, zurruntasuna elurerrodamendueta abar. Zurruntasuna elurerrodamendumaiz araberakoa daErrodaduraAurrez kargatu axiala.
Hori dela eta, oso garrantzitsua da tenperaturaren eta kargaren eragina kontuan hartzea eta ezarriAurrez karga axialaelurerrodamendu.
Ordua: 20120ko abuztuaren 31a