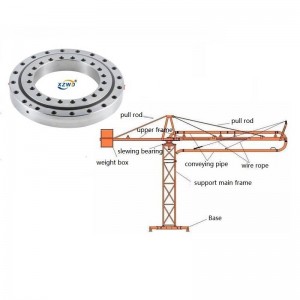
Erresistentzia handiko mahai birakariak Kanpoko engranaje birako eraztunarekin




Engranajeen ukipen- eta tolestura-erresistentzia azken eta neke-kargen azpian kalkulatu eta egiaztatu ziren ISO6336-1:2006, ISO6336-2:2006 eta ISO6336-3:2006 arabera hurrenez hurren.Sf 1,48 da eta engranaje-sarearen sakea agortze erradialaren puntu gorenera egokitzen da.errodamendu birakariaengranaje-zirkulua.Hortzen gutxieneko tartea normalean 0,03 eta 0,04x modulua izaten da, eta zirkunferentzia osoan pinoi-engranajeen engranaje-sareen tartea berriro egiaztatu behar da azken lotu ondoren.errodamendu birakaria.
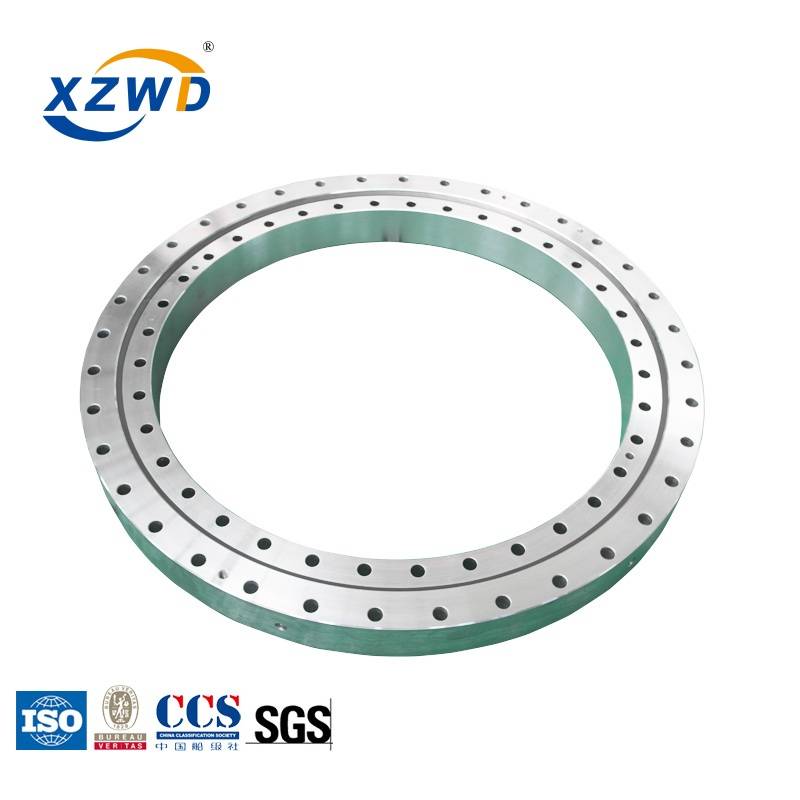
Errenkada bakarreko lau puntuko ukipeneko bola birako eraztunaren barruko bola mekanizatzeko zehaztasuna eta barruko bideen mekanizazioko zehaztasuna ez da altua, edo kalitate-akatsak eta olio lubrifikatzaile falta daude pistako arrabolean eta tartean talka, zuzenean eragiten dute eraztun birakariaren funtzionamendu leuna. eta zarata, beraz, eraztun birakarien akatsak egiaztatzean, batzuetan pilota ordezkatuz, hutsegite maiztasuna murrizteko.
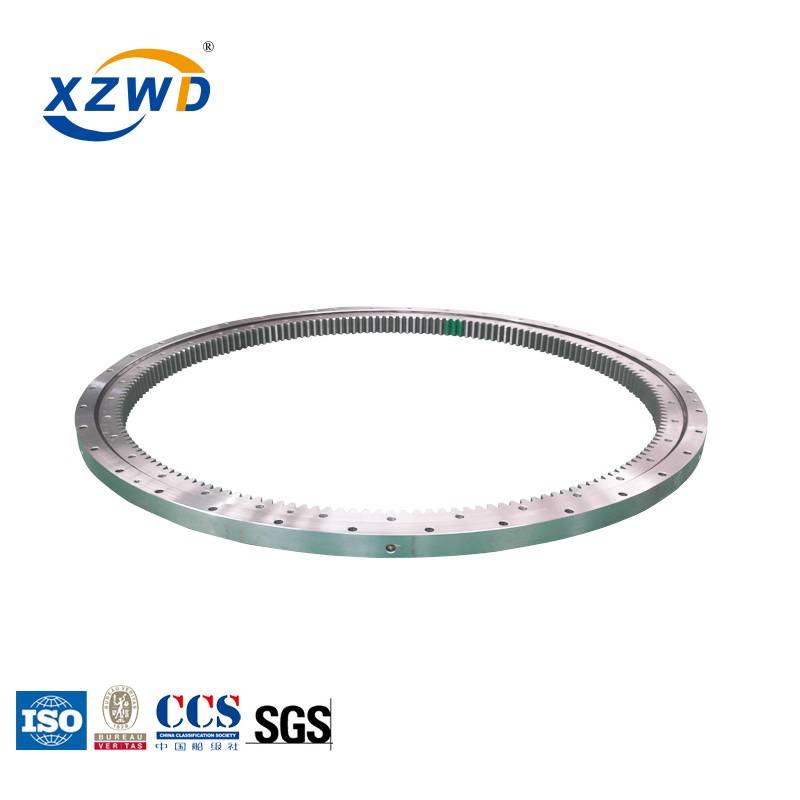
Lan-denbora luze baten ondoren kargapean dagoen engranajea dela eta, metalezko zati txiki bat edo metal-zerrenda bat egongo da zelai-lerrotik gertu, metalezko txirbilak pitting edo hazten, pitting edo hortzak sortuz.Biratzeko errodamenduaren hortz gainazala lan-denbora handitu eta zabaltzen ari den birakatze-errodamenduaren hortz-kalteak, dorre-garabiaren birakarien zarata eta inpaktua areagotzeko, inpaktu-zikloa metal-partikulen beherantz eta biratzeko eraztunaren hortz gainazalaren higadura bizkortu dadin. gurpil zoro bat osatuz.Horrez gain, abiarazte-motorearen fabrikazio eta muntaketa eraztun-eraztunaren mekanismoan bere akatsak ditu inpaktuaren jitter sortzeko, eta gidatzeko gurpilaren konpromezu prozesua ezegonkorra da, eta horrek jitter eta erreberberazio zarata maiztasuna areagotzen du. dezibelioak.

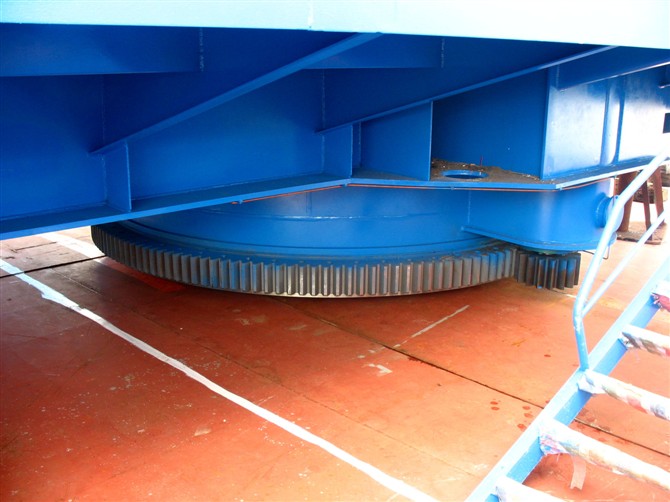
Soldaduraren kalitatea estandarra ez bada, soldadura-akatsa berriro landu eta berriro soldatu behar da.Konponketan soldadura konponketak ez du soldadura-esfortzu berria sortuko eta mekanizatutako muntaketa gainazalaren lautasunak ere eragin handia izango du, aldi berean, errodamendu birakarian sortutako soldadura-korronteak barneko ijezketa-gorputzetik eta eraztun birikatzaileen bidetik ere eragingo du. kalte batzuk eragin.Horrez gain, muntaketa-akatsak fabrikazio-muntaietan, pin-harizketaren eremuan instalatzean eta torlojuaren aurrekargak ere zarata anormala edo zalaparta sor dezakete baldintzak betetzen ez badira.
Slewing eraztunaren forma nagusiak kanpoko eta barneko motakoak dira, engranaje handiak eta txikiak gaizki moldatzen dira, batzuetan estuak, beste batzuetan solteak, biraka-eraztunaren hortzetan posizio maximoa agortzen da sarekada estuegiak zarata sortzen dute.Beraz, fabrikazio prozesua kritikoa da.Fabrika irten berri den errodamendu birakariak altzairuzko bola baten soinu uniformea aterako du, normala dena.Esaterako, dei normal uniformean beste eraztunketa anormal handi batekin lagunduta anormala da.Porrotaren arrazoi asko daude.
1. Gure fabrikazio estandarra JB/T2300-2011 makineria estandarraren araberakoa da, ISO 9001:2015 eta GB/T19001-2008 Kalitatearen Kudeaketa Sistema (QMS) eraginkorrak ere aurkitu ditugu.
2. Birako errodamendu pertsonalizatuen I + G-ra dedikatzen gara zehaztasun handiko, helburu bereziko eta eskakizunekin.
3. Lehengai ugariekin eta produkzio-eraginkortasun handiarekin, enpresak ahalik eta azkarren horni ditzake bezeroei produktuak eta bezeroek produktuen zain egoteko denbora laburtu.
4. Gure barne-kalitate-kontrolak lehen ikuskapena, elkarrekiko ikuskapena, prozesuko kalitate-kontrola eta laginketa-ikuskapena barne hartzen ditu produktuaren kalitatea bermatzeko.Konpainiak proba-ekipo osoa eta proba-metodo aurreratua ditu.
5. Salmenta osteko zerbitzu talde sendoa, bezeroen arazoak garaiz konpondu, bezeroei hainbat zerbitzu eskaintzeko.